
BacktoMain
Products
- Analyzers
- Automation Systems
- Butter Equipment
- Centrifuges
- Cleaning-in-Place Systems
- Deareators
- Draught Regulators
- Dryers
- Evaporators
- Fat Crystalization Equipment
- Filters & Strainers
- Heat Exchangers
- Homogenizers
- Membrane Filtration Systems
- Microparticulation Systems
- Mixers & Agitators
- Pasturization Systems
- Pigging Systems
- Plumbing Products
- Pumps
- Recreational Marine Products
- Spin Flash Dryers
- Spray Dryers
- UHT Systems
- Valves
- Adhesives & Sealants
- Automotive Heating System
- Baby Food
- Bakery Filing Cream
- Beer, Cider, Wine & Spirits
- Biodiesel
- Boats & Watercraft
- Building Infrastructure
- Butter & Spreads
- Cement
- Cheese
- Chocolate
- Coffee & Tea
- Condiments, Sauces & Soups
- Cosmetics
- Dairy Powders
- Ethanol
- Flavors & Fragrances
- Fruit Juice
- Fuel Supply System
- Hair, Nail & Skin Care Products
- Ice Cream
- Inorganic Chemicals
- Margarine & Shortening
- Meat & Animal-Based Proteins
- Milk & Cream
- Neutralization
- Nutraceuticals
- Oral Care
- Paints & Coatings
- Petrochemicals
- Pipelines
- Plant-Based Food & Beverages
- Plastic & Resins
- Refinery
- Soft Drinks
- Solvents & Solutions
- Specialty Chemicals
- Synthetic Rubber
- Yogurt
Hygienic Tanks - Custom and Standard
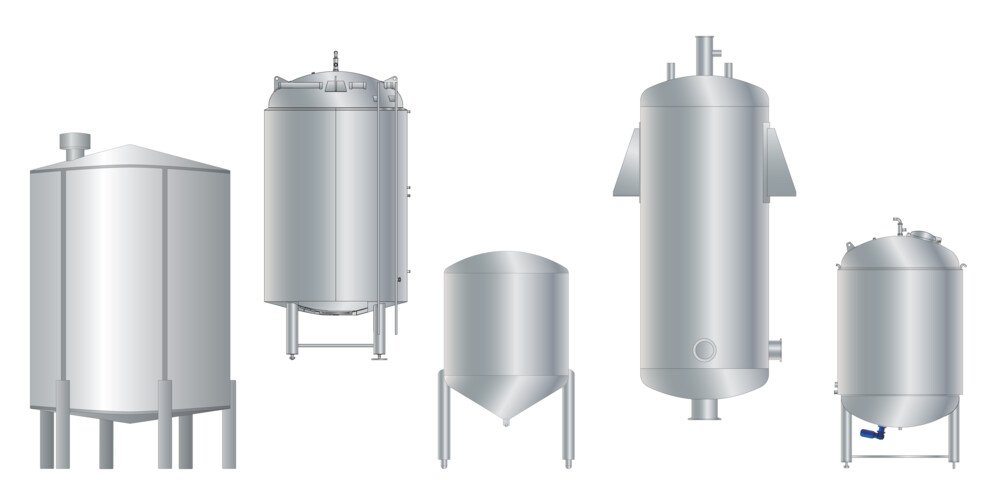
FEATURES
Tanks are used in many processes, and SPX FLOW offers a wide range of both standard and customized tanks like:
- Fermenting tanks
- Crystallization tanks
- CIP tanks
- Storage tanks
- Mixing tanks
- Buffer tanks
- Aseptic tanks
- Balance tanks
Advantages
- Safety and high hygienic standards
- Systems for both liquid and dry raw materials
- All systems CIP cleanable and "sterilizable"
- Precision temperature control
- Possibilities for continuous pH control and adjustment
- Proper agitation
- Safe inoculation system