
UHT Systems
Elevate Quality and Extend Shelf Life with APV® UHT Systems
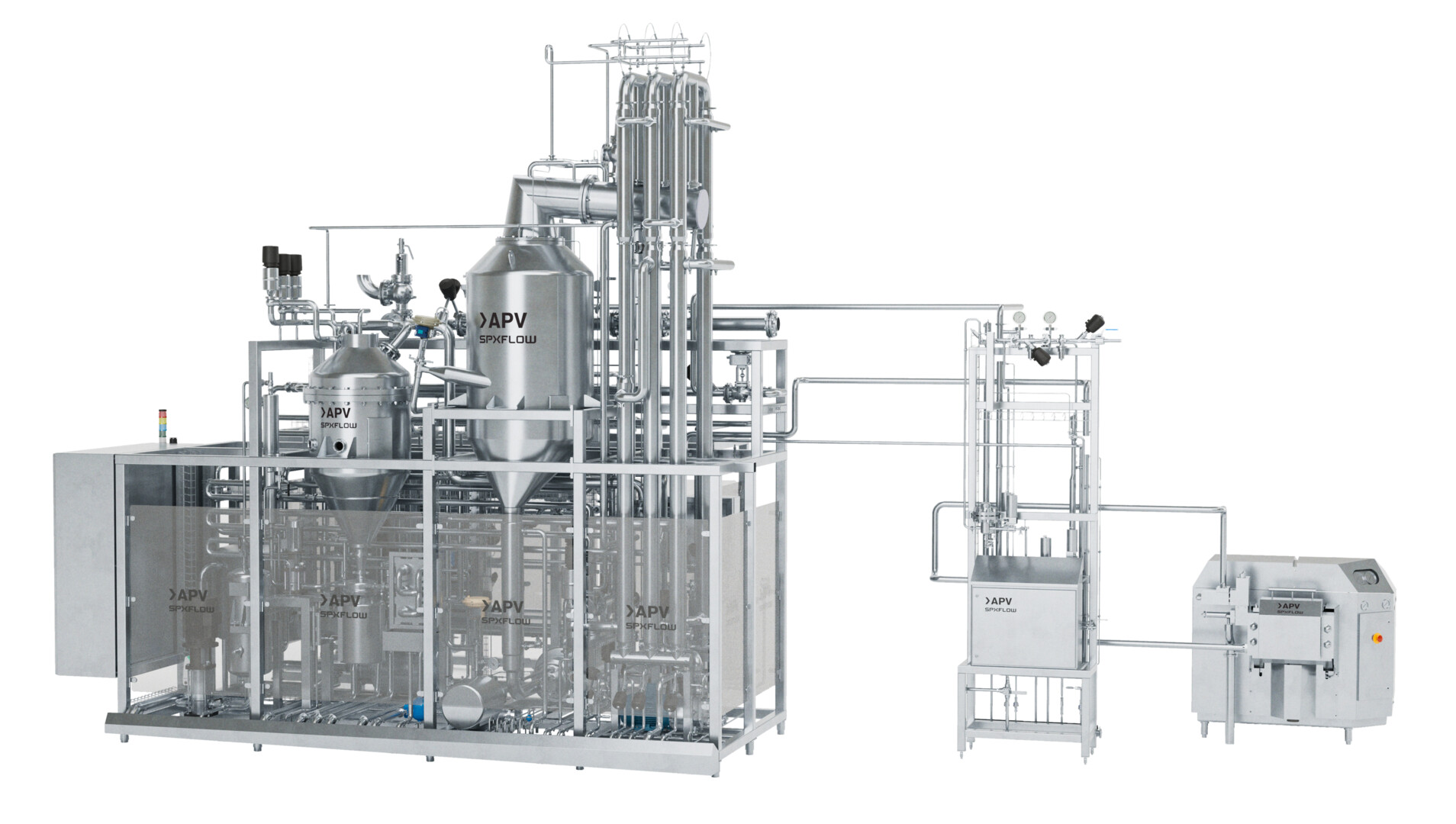
The APV® UHT Systems offer advanced, customized extended-shelf-life (ESL) and aseptic processing solutions to meet the rigorous demands of long-life dairy and beverage production. From milk and plant-based beverages to creams, yogurts, and sauces, ensuring product quality, process efficiency, and sustainability is critical. Using advanced cutting-edge ultra-high-temperature (UHT) technology, our systems effectively eliminate microorganisms, ensuring safe, reliable shelf life while preserving flavor, texture, and nutritional value.
Advanced UHT Technology for Superior Performance
Our UHT systems are engineered to tackle key challenges in ESL and aseptic processing, including temperature sensitivity, flavor retention, product consistency, nutritional safety and production efficiency.
Designed for a wide range of applications, our systems deliver high-speed, energy-efficient processing that optimizes sustainability while reducing operational costs. From direct heating systems like Infusion UHT and Injection UHT or indirect solutions such as Tubular UHT, PHE UHT, or SSHE UHT, SPX FLOW provides precise temperature control to ensure consistent product quality.
As a trusted partner to world-leading customers in UHT processing and end-to-end turnkey solutions, SPX FLOW is committed to enhancing operational efficiency, sustainability, and product integrity for long-life dairy and beverage applications. Our UHT Systems minimize energy consumption and maintenance while delivering reliable performance, maximizing productivity and ensuring consistent product quality. With decades of expertise and a global support network, we provide end-to-end solutions that keep you competitive and efficient.
Lifecycle Support
Additionally, we offer comprehensive support across your system’s lifecycle, including maintenance, spare parts and upgrades to keep operations running smoothly.
Innovation Centers
Our Innovation Centers provide pilot testing and expert support in process optimization and product development to help you bring new ideas to market faster.








